
Polishing an 8.4 Meter Monster
Polishing an 8.4 Meter Monster
By: Patrick Stevenson
Polishing
Steward Observatory Mirror Lab, Polishing. That's where I spent eight of the best working years of my life. I've started writing about this aspect of fabricating the world's largest monolithic mirrors a number of times. Each time I get to about ten pages before I realize how truly complex this phase of fabrication is ( I know you aren't supposed to end a sentence with a preposition, but I was a Psych major, not English). It always begins with moving a mirror into the Polishing Lab and finding just that operation being so fraught with danger and excitement that I get buried in details. So, I am going to assume, for the sake of this account, that everything works as planned and there are no side tracks. That won't be true, but if I tell the real story, I'll never get done.
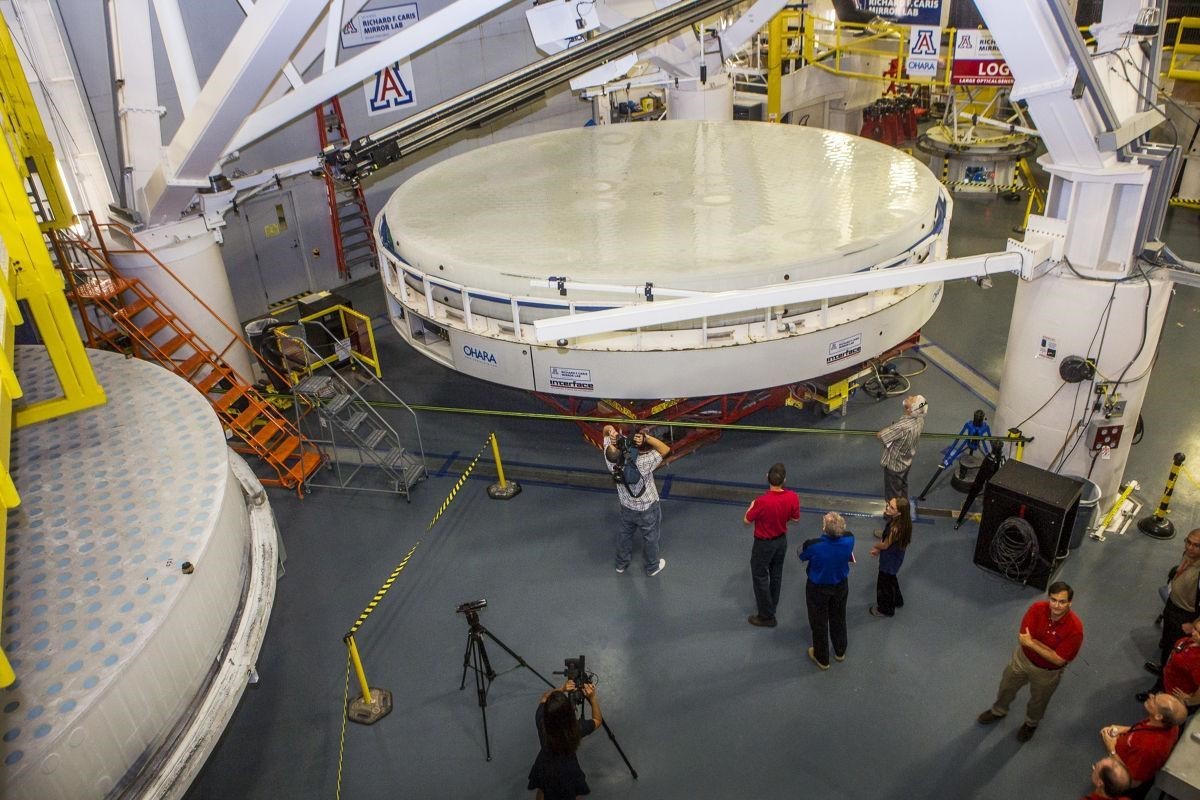
After the giant mirror has been cast, it is moved into the Polishing Lab on a twenty ton air-cushion apparatus that looks like a giant “U”. Jack screws driven by air pressure lift the mirror off stationary jack-stands. The mirror has been mounted in a huge “cell” that supports the weight of the mirror evenly because the mirror would shatter under its own weight if it were not evenly supported. Internal air pressure is carefully regulated to keep the mirror from “flexing” during the next step in processing. Once the mirror and cell are clear of the stationary jack stands, the huge air cart is lifted off the floor on a thin cushion of air. There is a small tractor attached to the bottom of the “U” that is piloted by a Technician who guides the lifted sixty ton mass of air cart, mirror cell, and mirror into the Polishing Lab.

(mirror in polishing cell)

(floor view of mirror in polishing cell with air cart underneath)
The door between the Casting area and Polishing Lab is barely large enough for the mirror to pass through. With only inches between the huge mass and the edges of the door, frequent impacts occur. Even with a number of ground guides the mass will “bump” the edges of the doorway or other stationary building structures. It's amazing that a mass like that can gently bump something and not destroy something in the process. The mirror is backed into the Polishing Lab and then placed on a six foot wide rotating table at the south end of the room. This operation is incredibly complex when you think about it, but it is routine for the Techs that work the room.
The mirror, in its cell, is settled onto the table where six mating tapered bronze blocks support the weight. The air cart stays parked under the mirror cell because it will be used to lift and lower the mirror a number of times while the mirror is centered and leveled on the table to within a thousandths of an inch on each axis. The adjustments to the bronze blocks that will move the mirror only a few thousandths of an inch are the result of Trigonometry calculations that predict the movement based on tiny changes in the locations of the bronze blocks. It can take up to a week to get the mirror stabilized for the first operation in the Polishing Lab.

(top view of table on LPM)
The mirror is brought in to the Polishing Lab mounted face down for processing of the back plate. Internal stresses in the mirror as a result of the Casting operation will be relieved by milling a few thousandths of an inch of glass off the back plate. The back plate is then ground to a flat surface over four hundred square feet. Upward of a thousand pounds of glass are milled off the back plate using a diamond studded wheel that spins at about three thousand rpm. In essence, this is simply a huge milling machine. Since there is a “Hard” contact between the milling wheel and the mirror any malfunction has the potential to destroy the mirror. The thought of twenty tons of glass shattering under pressure is not something you allow yourself to think about or you simply wouldn't proceed.

(grinding lap on back plate)
After the back plate has been processed the mirror is moved, via the air cart, back to the Casting Lab where a giant steel ring is employed to turn the mirror over so the face plate is facing up. The movement of the mirror back to the Polishing Lab is pretty much the same as before. Again, the mirror and cell are settled on the rotating table, leveled and centered to within a thousandths of an inch. The parabolic curve resulting from the rotating Casting Furnace has brought the face plate about 90% of the way to the desired shape. About three thousand pounds of glass will be milled from the surface to reach the desired parabolic shape.

(steel ring used to flip mirror)
The face plate will be milled, ground, and then polished to a nearly perfectly smooth surface shaped precisely as specified. The final grinding and polishing take place on the LPM (Large Polishing Machine) located at the north end of the Lab. Although previous mirrors have been completed on the LOG (Large Optical Generator), the LPM has more precise controls that make the final polishing of the mirror surface easier (if that is possible) than the LOG.

(side view of Stressed Lap in action)
The precise surface shape of the mirror is achieved by utilizing the Stressed Lap. The Stressed Lap is a tool comprised of a six foot diameter aluminum plate about two inches thick. There are a series of steel “towers” mounted around the edge of the aluminum plate. The towers are connected via steel bands to another tower on the opposite side of the Lap. Tightening and loosening tension on the bands actually bend the aluminum plate angstroms to match the exact location of the Lap on the mirror surface. Computer tracking of the exact location of the Lap on the mirror surface dictate the exact curvature of the Lap to match the prescription of the finished surface.

(note steel towers on Stressed Lap red, white, blue)
Throughout processing, the mirror is tested over and over to ensure that the desired shape is being achieved. This is done by moving the mirror onto the Test Tower located in the center of the Polishing Lab. The tower can be seen from outside the building as an extension of the top story up to about ninety feet from the floor. The entire tower is supported by giant air bags beneath the floor. Controlling air pressure in the air bags will lift the mirror and insulate it from vibrations present in the floor. Testing is so precise that, were the mirror not supported by the air bags, a truck passing the Lab out on sixth street would produce enough vibration so as to nullify test results.

(side view of mirror on Test Tower)

(top view of mirror on Test Tower)
The surface of the mirror is reflective enough to return laser light projected onto the surface from the top of the test tower. The reflective image is compared to a miniature “perfectly” shaped version of the desired finished product. Adjustments are made to the grinding or polishing to keep the shape on the right track to hopefully finish at a perfect shape. If the surface of the mirror were as large as the United States, the worst error in the surface would be only one half an inch in height.
Again, if everything works as planned (never) we end up with a perfectly polished surface perfectly shaped as specified. What can happen? We make a mistake during a test and we grind or polish the surface to the wrong shape. Correcting an error like this can add months to processing. A mechanical failure can occur that scratches or scrapes the surface. Whatever the anomaly, the surface must be corrected via grinding or polishing. Of note, if the anomaly results in a “low” spot the entire mirror must be ground or polished down to that level. The closer we get to the desired shape, the more often we test. Getting to the final polishing step using the finest polishing medium (cerium) brings to bear constant vigilance, testing, retesting, verifying data, double and triple checking corrective measures. One of our mirrors had an anomaly that caused us to go back to coarse grinding to correct the error. It took three months to fix that one.

(Tech horsing around getting IR photo on Test Tower)
Mechanical malfunctions that result in crazing, scratches, and fractures in the surface must be repaired to relieve surface stresses introduced by the damage. The damaged area is removed using Dremel tools that cause the surface to look like glass-eating termites got loose on the mirror. The fractures are, hopefully, no more that a few mils deep. Once the fractures are removed to the point that there are no visual remnants, the groove is then etched using a 20% solution of Hydroflouric Acid. This is the most dangerous and caustic acid in existence. There is an incident well known about an Australian Technician that spilled 20% HF on his thigh in a spot no larger than a quarter. He immediately flooded the area with DI water. In spite of his immediate actions, he was dead in three days. The HF does not cause a surface burn, but instead cruises through the skin and attacks deeper tissues at an alarming rate. The typical medical response is to immediately amputate the limb hopefully above the HF damage.


(Fractures caused by broken glass between mirror and grinding tool)
Only a very few of us Techs are qualified to use the HF process. The fatal dose of exposure is measured in PPM (Parts per million). In 2004, while repairing the surface of a mirror I received a dosage via inhalation that was barely strong enough to catch the faintest smell of the acid. The result, obviously was not fatal, but I still have a chronic sinus headache to this day. Generally, if you smell the acid, you have been exposed to a fatal dosage.
During the final stages of “figuring” the surface we will locate exact positions needing attention. An Engineer will calculate the exact action to be taken to fix the anomaly. This operation is so precise that a Tech will gingerly move onto the mirror surface to the spot identified and using a tiny polishing pad, take as little as two or three strokes only inches long, and then a retest. This may go on for weeks before the Engineers are satisfied with the perfection of the mirror surface. Only when the surface can be certified as “perfect” will the mirror be prepared to move to the last operation, Integration, where the mirror will be mated to the final supportive cell that will be home for the mirror's lifetime.

(final exact surface correction on LPM)
Thanks for reading!
-Patrick Stevenson
Funding Member
